English
- English
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Company Profile

-
Huadu Valve Group Co., Ltd. is located in Shacheng Industrial Zone, Wenzhou, China Valve City. It is a valve enterprise specializing in the design, manufacturing, marketing, service, and trade of valves and pipeline supporting products. Rapid development towards scale, standardization, and informatization. The company has strong technical strength, exquisite production technology, sophisticated manufacturing equipment, complete testing equipment, and excellent after-sales service. Let customers truly experience the peace of mind and peace of cooperation with us. And a relatively advanced enterprise management system and a comprehensive quality assurance system have been established.
The company always adheres to the business philosophy of "based on management norms, guided by market demand, striving for survival through quality assurance, customer satisfaction, and promoting development through product innovation", pursuing strict quality management. In addition to manufacturing and inspecting according to ANSI/ASME, API, ISO, GB/JB, JIS, DIN, BS and other standards, it also needs to pass more stringent enterprise standards for inspection, and meet your needs at competitive prices.
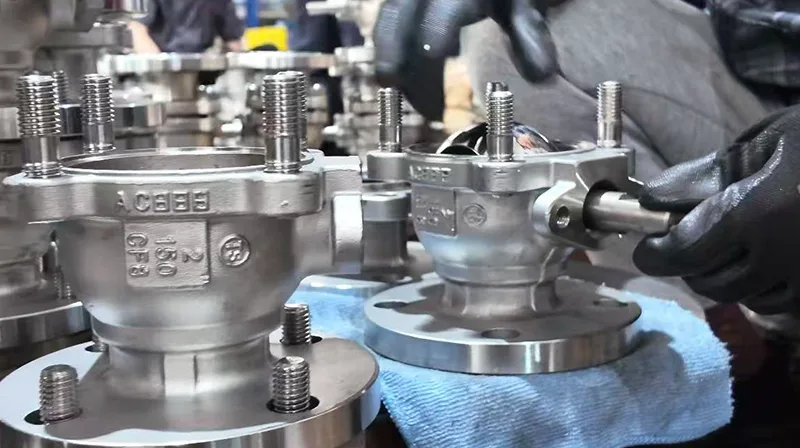
The company mainly produces soft/hard sealed ball valves, butterfly valves, fixed ball valves, globe valves, oxygen valves/gate valves, check valves, Y-shaped filters, electric and pneumatic series, etc. The product is suitable for industries such as petroleum, natural gas, chemical, power station, metallurgy, national defense, pharmaceuticals, and long-distance pipeline engineering.
The company has been greatly supported by people from all walks of life and users since its development. In the face of future challenges, the company will carefully shape a unique corporate culture with a new business philosophy, and dedicate itself to domestic and foreign customers with a more pragmatic spirit, better reputation, higher quality products, and more comprehensive services. We always adhere to the business philosophy of "pursuing endless" and "everything for the user", and are willing to welcome new and old customers from home and abroad to visit and guide our company based on the principles of "high quality and low price, complementary advantages, and mutual benefit". Working hand in hand with you to create brilliance together.
Huadu Valve Group Co., Ltd. Development History
Huadu Valve Group Co., Ltd. Development History The development journey of Huadu Valve Group Co., Ltd. began in May 2015, when the company was formally established in Longwan Central Industrial Zone, Wenzhou City, Zhejiang Province. Leveraging its geographical advantage of being adjacent to Wenzhou Yongqiang Airport and Longwan 10,000-ton Wharf, it embarked on a journey of deepening its presence in the industrial valve sector. In the early stage of its establishment, the company established the business philosophy of "Today's Quality, Tomorrow's Market", focused on ball valves and gate valves to layout its core main products, quickly completed the construction of a ball valve production line for sizes DN15 to DN300 and the R&D of basic wedge gate valve models, and simultaneously advanced the standardized design of globe valves and check valves. Around 2016, the company obtained the ISO 9001:2015 Quality Management System Certification, realizing standardized control over its main products from raw material selection to finished product delivery. Among them, the qualified rate of ball valve sealing performance tests reached 99.2%, laying a solid product foundation for subsequent market expansion.
Starting from 2018, the company entered a critical period of technological innovation and main product upgrading. Through the optimization of production processes and the upgrading of numerical control equipment, it gradually improved the full-chain quality control system for ball valves, gate valves, globe valves, and check valves: for ball valves, it developed a hard-seal structure and realized the mass application of AISI 316 material to meet the corrosion resistance requirements in the chemical industry; for gate valves, it improved the elastic gate design to enhance adaptability to high-pressure working conditions; in the field of globe valves, it made breakthroughs in high-temperature sealing technology, which can be applied to industrial scenarios above 350°C; for check valves, it optimized the silent structure and penetrated the water supply and drainage market for civil buildings.


In January 2022, the company successfully developed the "Turning Device for Valve Production" and obtained the National Utility Model Patent (CN 216643091 U) in May of the same year. This technology improved the machining accuracy of the sealing surfaces of ball valves and gate valves to 0.01mm, directly promoting the R&D of valves for extreme working conditions — such as ball valves suitable for low temperatures of -196°C and high-pressure gate valves of 10MPa, which were successively put into mass production. Its products entered high-end fields such as petroleum and natural gas in batches.
Among them, the DN500 high-pressure globe valve customized for a large domestic oil refinery achieved 3 consecutive years of trouble-free operation with its stable performance. Since 2023, the company has accelerated its digital transformation and in-depth development of main products. In December 2023, the company applied for the patent of "A Quality Testing Device for Butterfly Valve Plates" (published in March 2024, CN117686214A), and simultaneously extended this testing technology to the testing of core components of ball valves, gate valves, globe valves, and check valves, stabilizing the qualified rate of finished products at over 99.8%.
In January 2024, the company launched the Manufacturing Execution System (MES) project for digital production management and built an intelligent production line for main products: the order response cycle for ball valves was shortened by 30%, the production efficiency of gate valves was increased by 25%, and the customized production capacity of globe valves and check valves was significantly enhanced, enabling rapid adaptation to multi-standard requirements such as GB (Chinese National Standard), DIN (German Industrial Standard), and API (American Petroleum Institute).



In terms of market layout, in March 2025, the company successfully entered the procurement project of Qinghai Yuntianhua International Chemical Fertilizer Co., Ltd. with its high-quality ball valves, becoming its core supplier of the year; at the same time, it launched ANSI (American National Standards Institute) standard gate valves and globe valves for the European and American markets, and customized corrosion-resistant ball valves and check valves for the Southeast Asian market, forming a dual-cycle market pattern at home and abroad centered on its main products.
After ten years of development, Huadu Valve has built a complete product matrix for ball valves, gate valves, globe valves, and check valves — ranging from basic models to customized ones, and covering conventional to extreme working conditions. It has grown from a regional manufacturer to a modern valve enterprise centered on main products and equipped with core technologies and digital capabilities, laying a solid foundation for its subsequent development into an international brand.
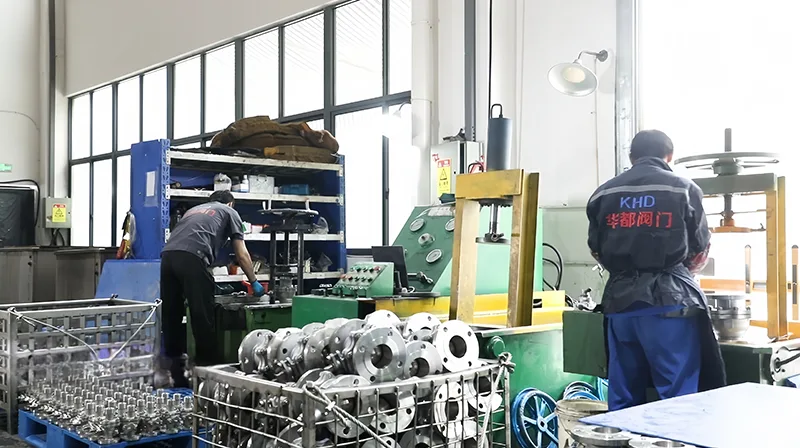
Our Factory
Core Production Plant of Huadu Valve Group The core production plant of Huadu Valve Group is located in Longwan Central Industrial Zone, Wenzhou, Zhejiang Province, adjacent to the Group's headquarters. It is approximately 8 kilometers away from Wenzhou Yongqiang Airport and 5 kilometers from Longwan 10,000-ton Wharf, enjoying convenient logistics supported by the "airport-port-expressway" network. The inbound transportation of raw materials (AISI 304/316 stainless steel, WCB carbon steel) and outbound delivery of finished products such as ball valves and gate valves are highly efficient: the logistics cycle for domestic orders is 3-5 days, and it takes only 2 hours for overseas goods to be transported from the plant to the port.
Covering an area of about 38 mu (approximately 25,333 square meters) with a building area of 22,000 square meters, the plant is laid out in product-specific zones, featuring four major production areas: - The intelligent ball valve production line is equipped with 12 automated assembly lines, realizing full-process automation. It has a daily production capacity of over 150 hard-seal ball valves and can mass-produce high-pressure models up to 10MPa. - The gate valve & globe valve workshop is fitted with 20 CNC lathes and 8 five-axis machining centers, boasting an annual production capacity of over 30,000 gate valves.


The yield rate of high-temperature globe valves (suitable for temperatures above 350℃) exceeds 99.5%. - The check valve workshop supports customization, offering adjustable materials (carbon steel, stainless steel) and connection methods (flange, thread). - The non-standard product zone reserves 4 flexible production lines for the R&D and production of special valves, such as low-temperature ball valves (-196℃) and corrosion-resistant Hastelloy gate valves. The plant has invested over 120 million yuan in equipment upgrading, with its core equipment reaching advanced industry standards: - For processing, it adopts German DMG MORI five-axis machining centers (for ball valve cores) and Japanese Fanuc CNC lathes (for gate valve bodies), achieving an accuracy of 0.005mm to meet the API 6D standard. - For testing, it is equipped with material spectrometers, seal testing benches, and a low-temperature laboratory (ranging from -196℃ to 816℃). The patented device (CN117686214A) enables 100% inspection of check valve discs and gate valve gates. - In 2024, the plant launched the MES (Manufacturing Execution System) for digital production management, connecting end-to-end process data.
This has shortened the order response cycle for ball valves to 4 days and achieved 100% traceability of production data. Adhering to the ISO 9001:2015 system, the plant has established a "three-level quality inspection" mechanism: 1. Raw materials undergo spectral and mechanical tests upon entry. 2. In-process inspections are conducted every 2 hours to monitor indicators such as the roughness of ball valve sealing surfaces and the straightness of gate valve stems. 3. Finished products must pass pressure and seal tests. Over the past three years, the factory acceptance rate has remained above 99.8%. As the core production carrier of the Group, the plant relies on professional layout, intelligent equipment, and strict quality inspection to supply high-quality ball valves, gate valves, globe valves, and check valves. It supports the Group's positioning as a "global valve solution provider" and has become a benchmark in Wenzhou's valve industry.
Product Application
Widely applied in fields including energy, industrial manufacturing, municipal services, environmental protection, and extreme operating conditions, it delivers safe and efficient control solutions for various fluid transportation systems. Its use cases also extend to industries such as petroleum, natural gas, chemical engineering, power generation, metallurgy, national defense, and pharmaceuticals, as well as infrastructure projects like long-distance pipelines.








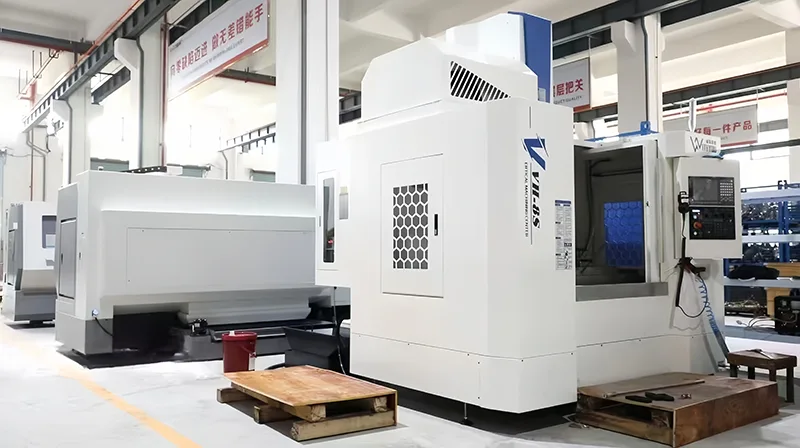
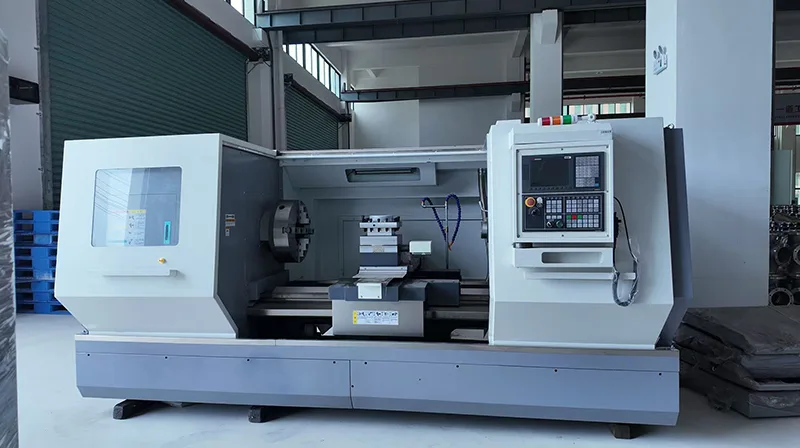
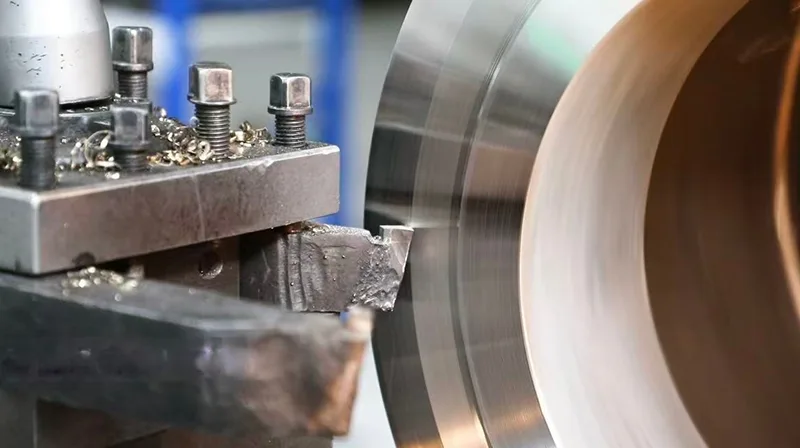
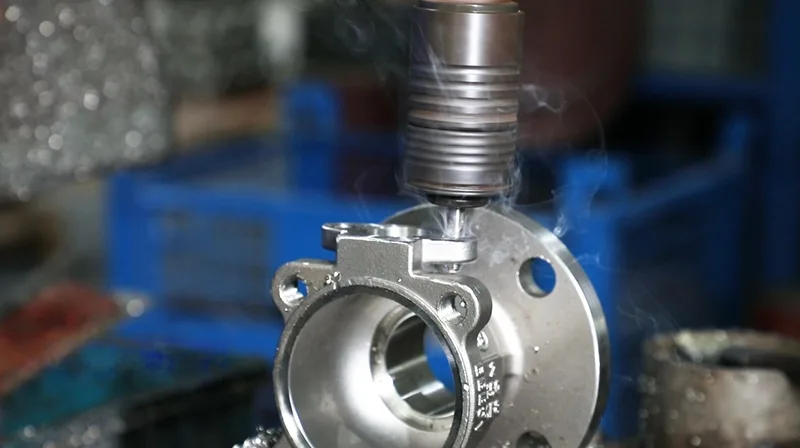
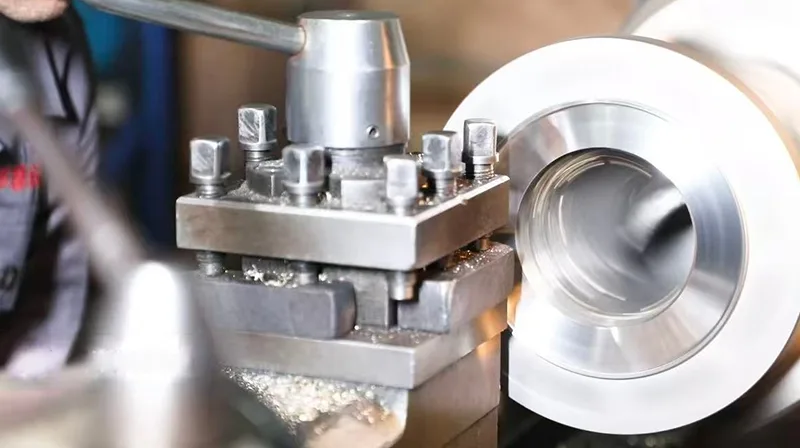
Production Equipment
CNC machine tools and machining centers, horizontal machine tools, pressure test benches, sandblasters, laser marking machines, intelligent jib cranes, quenching furnaces, etc.